前の3件 | -
小さいのやるためにバイスの爪作成 [マシニング加工(五軸)]
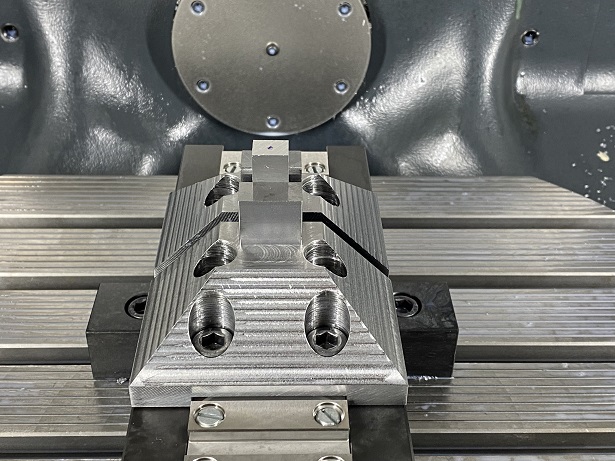
小さいワーク加工するためにバイスの生爪作成
いつも使ってるヒルマのバイスだと今回やる小さいのには不向きでした
仕方なく爪を作成することに
6F材購入して裏の取り付け部分を加工してからバイスに取り付けダミーワークをつかみながら四面を斜めに削り取っていきます

これでとりあえずOK
しかしもうちょっと改良の余地あるかな・・・
また今度作り直すか(*´з`)
測定不可! [マシニング加工(五軸)]
新しい機械もボチボチ稼働しております。

加工後ゲージ検査しようとしたら壁に持ち手の部分が当たってしまい測定できず!
検査用図面にその旨記載して提出。
1週間連絡ないのでダイジョブなのでしょう。

僕の大好きなニューバランスの安全靴発見!

なかなか良いです
シン・ゴジク ドウニュウ [マシニング加工(五軸)]

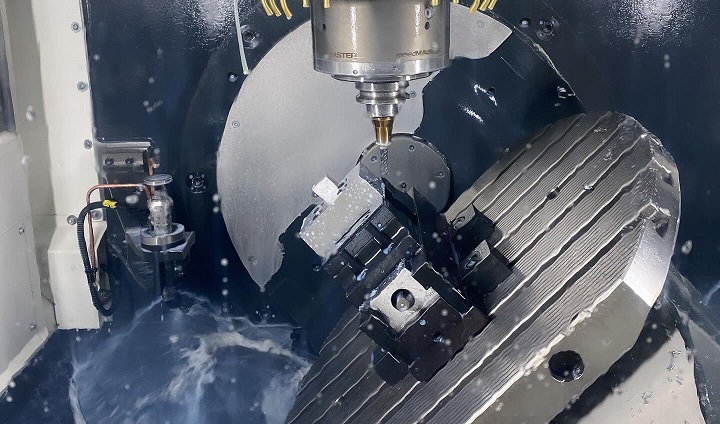
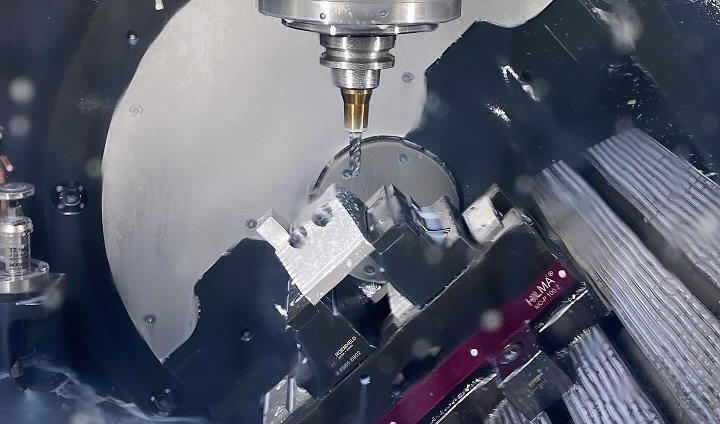
「シン・ゴジラ」ならぬ「シン・ゴジク」導入しました。
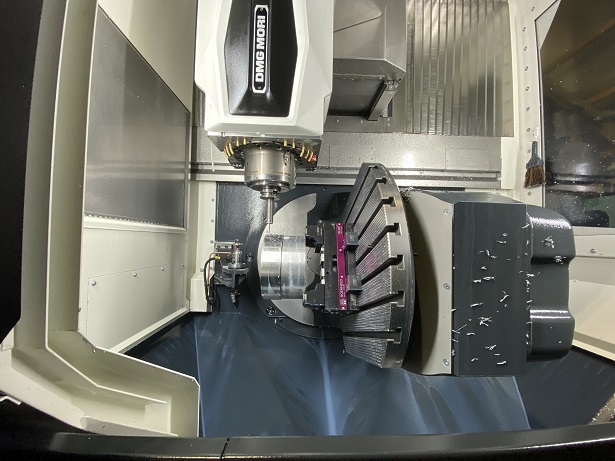
五軸制御マシニングセンターのDMU50の3rd generationです。

小雨振る中トラック登場

雨降ってますが仕方なし・・・。
雨降って地固まると言いますし良い方に考えましょう。
と思っていたら運送屋がカバーを外したところ・・・
機械の中に雨水流れてるじゃないか[[[ノ´゚Д゚`ヽ;;]]]オーマイガー!!!
どういうこっちゃ(+_+)
どうやらビニールの上に溜った水が流れたようで、たまたま問題ないところを流れ出たので大丈夫かと・・・って(*´Д`) ホンマかいな




雨もすっかり上がって無事完了
これからが大変だよ(*´з`)
前の3件 | -

