端面溝加工トラブル回避策 [CNC旋盤加工日記]
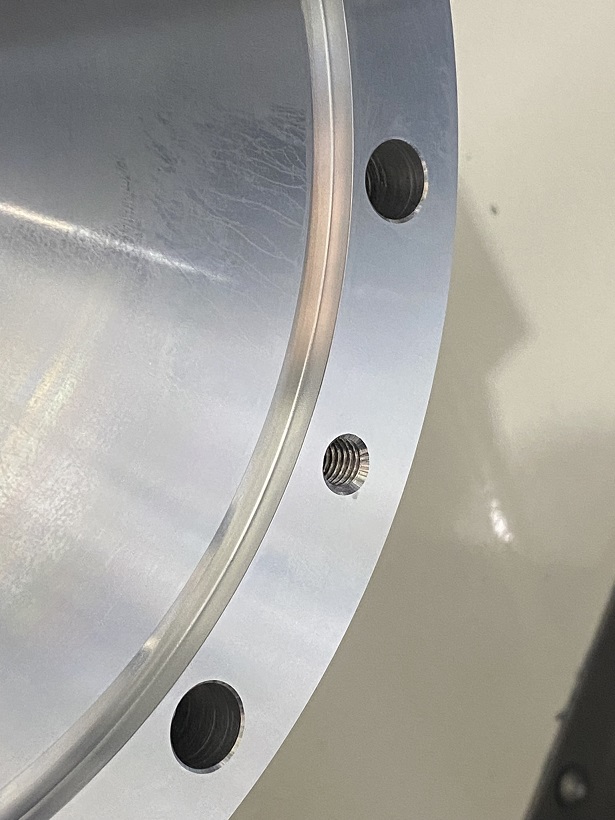
ウチは端面溝加工ってのを非常に多く行います。
特に非鉄の場合は切りくずがクルクルっとバイトにまとわりついてトラブルの原因に(*_*;
ピッチを細かくしたり送り速度やなんやかんややりましたが難しく。
複合旋盤にした頃より粗加工をエンドミルで加工することで落ち着きました('ω')ノ
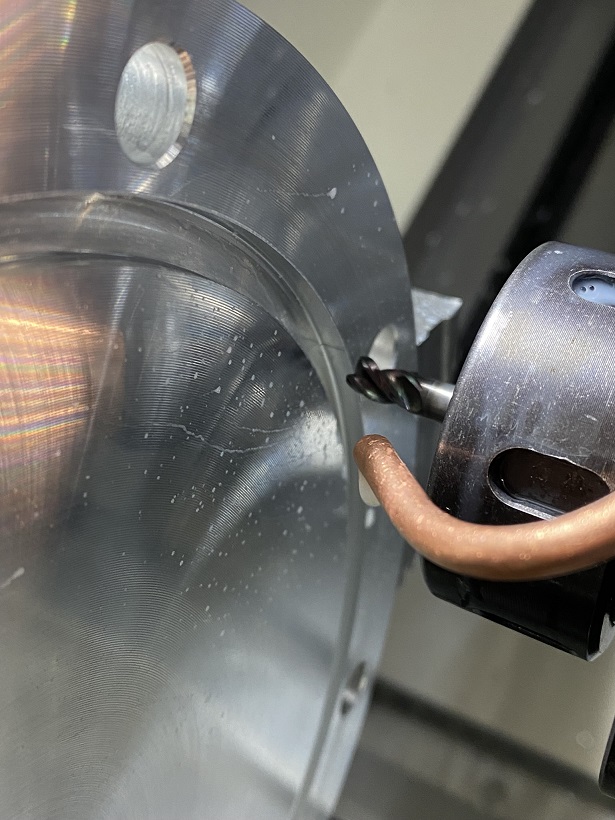
エンドミルでの加工なら断続切削になりキリコはパラパラ、横型MCのように切りくずも溝に溜らず放っておいても大丈夫です。
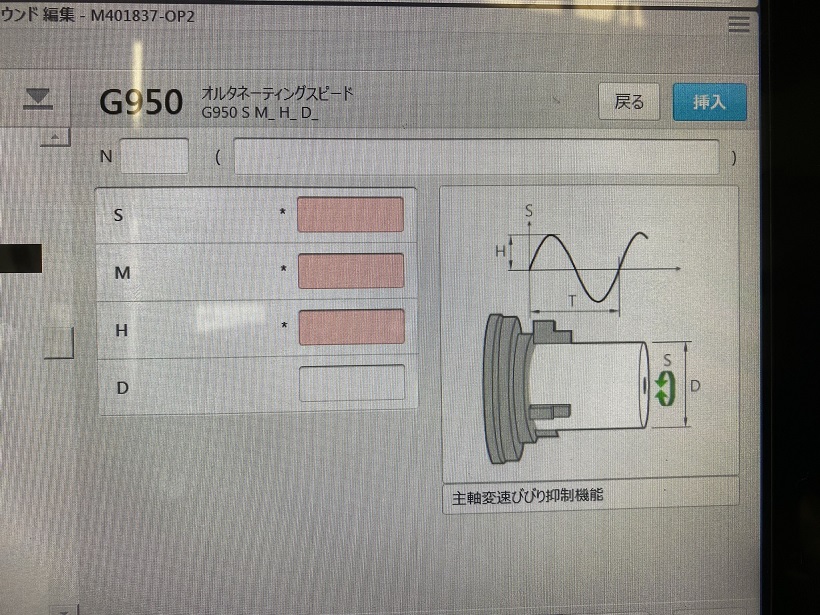
溝の粗加工の後の溝バイトでの仕上げ加工は伝家の宝刀「オルタネーティングスピード」でビビり知らず('ω')ノ
スマートダンパーボーリングバー購入 [CNC旋盤加工日記]

BIG大昭和のスマートダンパー追加購入。
4本目かな?
非常に重宝していてこれ無しではいられないのです。
深穴ボーリング用なんですが薄物のビビりやすいワークにもgood
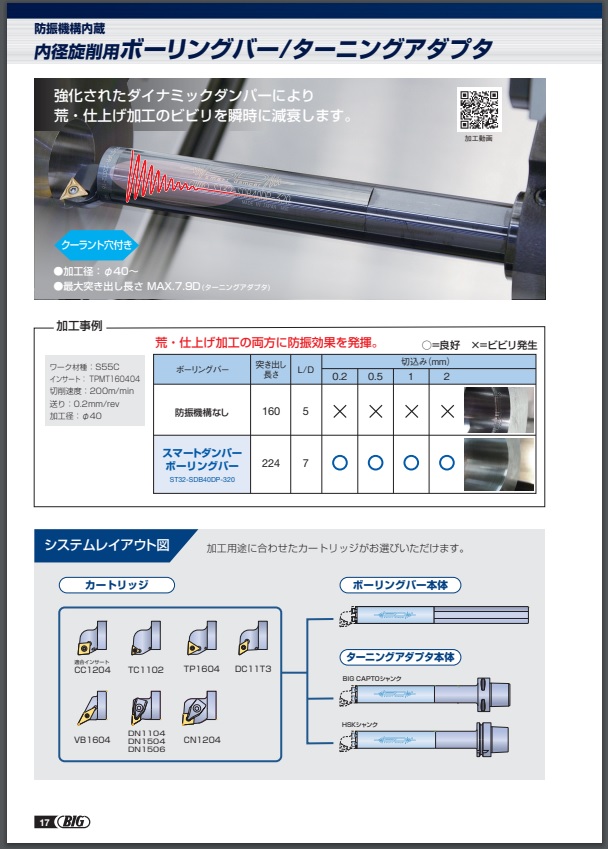
最近(ジムトフの時だっけか?)このシリーズのボーリング用にφ20対応のが発売されてて
旋盤用に展開されないの?ってこないだ来た営業さんに聞いたんだけど、未定だそうで・・・(*_*;
せめてφ25でいいから発売してほしい('ω')ノ

